Время создания: 01/11/2019
Точность - это одна из основных характеристик, которые вы ожидаете от 3D-принтера, особенно от SLA-принтеров, которые известны своей высокой степенью точности. Если принтер SLA не может воспроизвести модель с достаточной точностью, он не справился со своей основной задачей. Однако добиться очень высокой степени точности непросто, и существует множество мелких факторов, которые могут все сложить, чтобы получить деталь, которая находится далеко от исходной модели.

Рулевое колесо, напечатанное ProtoFab SLA600
Прежде чем мы начнем, давайте быстро выясним, что именно мы подразумеваем под точностью, и отличим это от связанной концепции разрешения. В 3D-печати точность описывает, насколько деталь отличается от ее предполагаемой формы. Это может быть среднее значение общего расхождения по всей детали или точка, где расхождение было наибольшим. Например, напечатанная деталь может быть отсканирована и может иметь средние размерные отклонения (физическое отклонение от исходной модели) 0,050 мм и максимальное отклонение 0,15 мм. Это отличается от разрешения, которое описывает уровень детализации, который принтер может теоретически производить на основе его спецификации. Высокое разрешение не всегда приводит к высокой точности, а цифры часто могут вводить в заблуждение. Машины с высоким разрешением нередко производят неточные детали. Вот почему опытные производители ценят точность гораздо больше, чем разрешение, особенно в тех отраслях, где детализация важна. Давайте подробнее рассмотрим десять основных причин неточности в 3D-печати SLA.
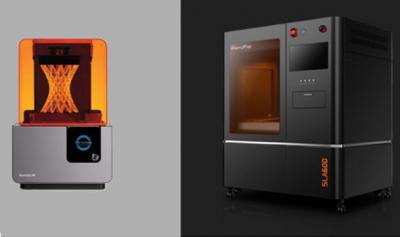
Возможно, самым большим фактором, определяющим точность, является уровень механического управления принтером. Это относится к точности перемещения различных механизмов, в том числе зеркал, гальванометра и строительной платформы. Если какой-либо из них не будет полностью соответствовать требованиям программного обеспечения, возникнут расхождения. С точки зрения пользователя, с этим ничего не поделаешь, точность перемещения зависит от качества деталей и от того, насколько хорошо они были собраны. Настольные принтеры испытывают серьезные трудности в этом отношении, потому что нет ничего похожего на качество, которое вы получаете в высококачественных промышленных принтерах. Недорогие промышленные принтеры также обычно экономят на расходах за счет использования более дешевых компонентов. Наличие низкокачественных компонентов не только означает, что механическое управление с самого начала нарушено, но и со временем уменьшается по мере износа деталей.

Любые неточности в компонентах или сборке принтера передаются на печатные части
Конкретный характер неточности зависит от того, какая часть имеет проблемы. Например, ошибки на оси ZX отличаются по происхождению от ошибок на оси XY. Ошибки на оси xy обычно возникают из-за проблем со сканирующим зеркалом (которое направляет луч в определенную точку слоя). Эта часть имеет решающее значение для точности, и малейшие ошибки в движении могут вызвать значительные расхождения. Точность по оси Z зависит, главным образом, от движения платформы сборки, когда она спускается (или увеличивается в настольных моделях) слой за слоем. Движение строительной платформы контролируется длинным винтом, который должен поворачиваться только на нужную величину, чтобы платформа двигалась на точную высоту слоя, обычно около 0,1 мм. Мелкие проблемы в качестве сборки этого винта будут передаваться на печатную часть, обычно в виде шероховатости поверхности. Также важно, чтобы платформа сборки всегда была полностью параллельной. Любое небольшое отклонение приведет к неточностям, иногда в виде наклонного эффекта по всей детали.
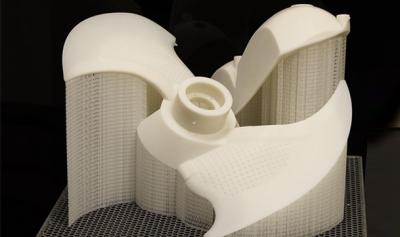
Поскольку в SLA используется смола, а не расплавленные термопласты, эффект усадки и деформации материала гораздо менее выражен, чем в методах печати на основе нитей. Тем не менее, это не означает, что SLA не без собственных проблем деформации. 3D-печать на основе смолы обычно страдает от определенной степени провисания. Хотя смола отверждается под воздействием лазера, она не становится полностью отвержденной в этот короткий момент. Материал достигнет полной прочности только после помещения в печь для УФ-отверждения во время последующей обработки. Это не означает, что перед постобработкой материал является слабым или неотвержденным, он просто не до своего максимального несущего состояния. Для хорошо поддерживаемых областей детали это не проблема, но если есть секции, которые длинные, тонкие или не имеют поддержки, может произойти некоторое провисание. Это провисание обычно микроскопическое, но поскольку оно происходит по одному слою за раз, эффект может быть кумулятивным, что приводит к заметным несоответствиям размеров. На этот эффект влияет используемая смола. Некоторые более прочные материалы от этого не пострадают, но гибкие материалы особенно подвержены этой проблеме. Вот почему материал поддержки так важен в SLA, и если программное обеспечение не размещает опоры наиболее оптимальным образом, точность будет серьезно подорвана.

Опоры обычно создаются под углом 45 ° к детали
Даже если бы механическое управление принтером было совершенным, а материалы - идеальными, детали все равно не были бы изготовлены на 100% точно. Это связано с тем, что практичность CAD-моделирования накладывает некоторые ограничения на то, насколько детальной может быть деталь. STL-моделирование использует конечное число треугольников для построения формы детали. Этот метод создает несколько проблем при воссоздании плоских поверхностей, но физически невозможно идеально представить любой вид кривой. Очень большое количество остроконечных треугольников используется для аппроксимации кривой как можно лучше, но на микроскопическом уровне она совсем не гладкая. Чем больше треугольников используется, тем лучше детализация, но это может создавать проблемы, когда речь идет о размерах файлов и времени обработки. Современные технологии и программное обеспечение справляются с этой проблемой гораздо лучше, чем в прошлом, в первые годы вычислительной мощности SLA было очень серьезным ограничением.

Чем больше треугольников используется в файле STL, тем лучше изогнутые поверхности могут быть воссозданы
Как обсуждалось в этой статье, сравнивая настольные принтеры с промышленными принтерами, ориентация печати очень важна. На большинстве настольных SLA-машин деталь печатается вверх дном, что означает, что большая часть детали зависает в процессе сборки. Этому можно до некоторой степени противодействовать с помощью дополнительного материала подложки, но все равно будет некоторое понижение материала из-за силы тяжести. Однако важно не только направление печати детали, но и ориентация детали в сборочной камере. Прежде всего, существует проблема чрезмерного воздействия. Это когда свет от лазера проходит через текущий слой, а также частично отверждает часть смолы позади. Этот эффект значительно хуже, когда используется прозрачный или полупрозрачный материал. Также бывает, что некоторые цвета поглощают ультрафиолетовый свет лучше, чем другие, поэтому детали, использующие синий, зеленый или желтый материалы, пострадают меньше, а другие цвета, такие как красный или серый, пострадают больше. Эта проблема может быть решена до некоторой степени путем стратегического размещения детали в сборочной камере относительно лазера, чтобы луч не проходил так часто на другой неотвержденный материал. В дополнение к свету, проходящему через проблема легкого изгиба вокруг детали при печати. Это также может привести к тому, что ультрафиолетовое излучение достигнет областей, в которых оно не должно, и привести к чрезмерному воздействию Расчет оптимальной ориентации детали для минимизации этого эффекта чрезвычайно сложен, но его нельзя игнорировать, если требуется максимальная точность.

Ориентация влияет как на точность и скорость печати
Как правило, считается, что чем тоньше толщина слоя, тем лучше, поскольку более тонкие слои дают более высокое разрешение. Однако за пределами определенного момента это не обязательно так. Некоторые исследования показали, что для размеров слоев менее 0,1 мм более тонкие слои могут привести к снижению точности. Это связано с рядом факторов. Для большинства деталей опускание ниже 0,1 мм не дает реального преимущества с точки зрения детализации и просто увеличивает количество слоев. Больше слоев означает больше механического движения, поэтому любые расхождения в движении будут усиливаться. Более тонкие слои также с большей вероятностью деформируются, и чем дольше время сборки, тем дольше срок до полного отверждения детали в УФ-печи. Неточности, вносимые этими факторами, незначительны, но они могут объяснить, почему при использовании размера слоя 0,05 мм иногда получается менее точная деталь, чем при использовании слоев 0,1 мм. Тем не менее, использование размеров слоев, значительно превышающих 0,1 мм, безусловно, приведет к менее точной детали и вызовет видимую лестницу.
Как и следовало ожидать, чем уже луч, тем выше уровень детализации. Широкий луч приведет к ускорению печати, но за счет детализации и точности. В прошлом компромисс был таким простым, но в настоящее время существуют принтеры SLA (включая те, которые предлагаются ProtoFab), которые поддерживают более одного размера луча во время одной сборки. Два размера пятна могут быть настроены, один маленький и один большой. Больший размер пятна используется для областей, где детализация не критична, что ускоряет процесс, а небольшое пятно используется для областей, таких как углы или изогнутые поверхности. Таким образом, можно получить лучшее из обоих миров, по крайней мере, до некоторой степени. Без этой функциональности некоторая точность неизбежно будет принесена в жертву. И независимо от того, поддерживает ли оборудование переменные размеры лучей или нет, крайне важно выбрать соответствующий диаметр луча для каждой сборки. Оценка оптимального размера луча на основе требований детали требует опыта и глубокого понимания технологии. Неправильный выбор этого параметра, несомненно, приведет к потере точности.

На изображении коррекция радиуса A не используется, а на изображении B -
В промышленной 3D-печати поддержание контролируемой среды имеет первостепенное значение. Как упомянуто выше, деформация и понижение - проблема в печати SLA, и это усугубляется высокой температурой и влажностью. Любое отклонение от них во время процесса печати будет влиять на то, как деталь выходит. Смола чрезвычайно чувствительна к температуре, и для целей 3D-печати важно, чтобы вязкость была как можно ниже. Чем выше температура, тем менее вязкая смола, поэтому важно поддерживать смолу в тепле (и при постоянной температуре). Однако он не может быть слишком теплым, иначе деталь будет слишком мягкой и нестабильной. Обычно сладкое пятно составляет около 38 градусов, и любое отклонение от этого будет влиять на форму детали. Кроме того, важно, чтобы поверхность смолы всегда оставалась абсолютно плоской. Если есть какие-либо вибрации или даже малейшее движение оборудования, точность будет серьезно нарушена.

Поверхность смолы должна всегда оставаться абсолютно плоской
Шаг сканирования относится к расстоянию между центром каждого лазерного пятна. Луч не движется в постоянном движении, скорее он светит в определенных точках вдоль курса через определенные промежутки времени. Обычно между каждым из этих пятен существует определенное перекрытие, иначе между каждой отвержденной областью могут возникнуть большие промежутки. Шаг сканирования определяет степень наложения, и это оказывает глубокое влияние как на точность, так и на скорость. Если шаг сканирования мал, то по краям будет меньше неотвержденной смолы, и поверхности будут намного более гладкими. Это, конечно, приведет к увеличению времени печати, поскольку каждое сканирование займет больше времени. С другой стороны, широкий шаг сканирования будет быстрым, но приведет к неровным краям, которые требуют много шлифования.

Изменение шага сканирования повлияет на точность, прочность и эффективность сборки
Скорость сканирования является еще одним из основных параметров, который влияет на точность. Как вы можете догадаться, более высокая скорость сканирования приводит к снижению точности, но сокращает время печати. Однако влияние на точность обычно становится серьезным только при использовании очень высоких скоростей сканирования. Это также не обязательно означает, что более медленные скорости сканирования всегда приводят к большей точности. Когда скорость сканирования установлена слишком медленно, может произойти переизбыток, так как луч задерживается слишком долго в каждой точке. Требуется сочетание опыта и сложных вычислений, чтобы установить соответствующую скорость сканирования для каждой сборки.

Постобработка часто требует большого опыта и навыков
После того, как детали напечатаны, есть ряд необходимых процедур последующей обработки, включая мытье спиртом, удаление вспомогательного материала и шлифование. Эти задачи, как правило, выполняются вручную, поэтому они могут привести к человеческой ошибке. Из-за особенностей SLA-печати свежепечатанные детали обычно имеют степень ребристости по краям (см. Пункты 6 и 8). Следовательно, необходимо шлифовать и полировать напечатанные детали SLA, и иногда уровень шлифования довольно грубый. В промышленности, где расхождения измеряются в микронах, люди, соскребающие деталь грубой наждачной бумагой, неизбежно приводят к некоторой степени непредсказуемости и потере точности. Точную используемую силу трудно стандартизировать, как и продолжительность времени. Штангенциркули используются для измерения площади, которая должна быть отшлифована, но это все еще довольно неточный процесс, особенно по сравнению с жестко контролируемыми движениями самого принтера.

Лучше всего использовать квалифицированный персонал для мытья паша
Другим аспектом последующей обработки, который может повлиять на точность, является удаление материала подложки. Это должно быть сделано вручную или оторвано с помощью инструментов, и обычно остаются следы. Их можно отшлифовать, но, как уже говорилось выше, это само по себе снижает точность. На этом этапе лучше всего использовать квалифицированный персонал, поскольку легко поцарапать или повредить деталь острыми инструментами или оставить следы, которые больше, чем необходимо. Чтобы снизить эти риски, в идеале следует использовать как минимум минимальный материал поддержки, при этом обеспечивая стабильность детали.




 中文
中文 English
English 日本語
日本語 한국어
한국어 Français
Français Deutsch
Deutsch Italiano
Italiano Pусский
Pусский Português
Português Türkçe
Türkçe हिंदी
हिंदी Norsk
Norsk