Время создания: 01/27/2019
3D-печать - это намного больше, чем просто печать на машине, это многоступенчатый процесс, который начинается с 3D-модели на компьютере и заканчивается гладкой деталью с идеальными размерами. Это руководство проведет вас через каждый из этапов производства 3D-печатной детали промышленного качества. Процесс не так сложен, как думают некоторые люди, и его можно обобщить примерно за 15 этапов. Давайте кратко рассмотрим каждый из них по очереди.
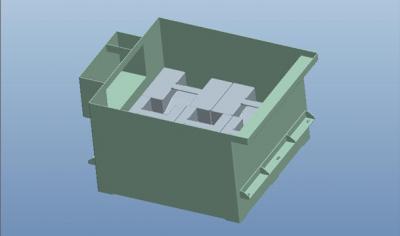
Перед началом любой печати требуется детальная 3D-модель. Это похоже на традиционные методы, такие как обработка на станке с ЧПУ, но есть ключевые различия в том, как готовятся файлы и какой тип анализа требуется. Файл импортируется в программное обеспечение для 3D-моделирования, и после периода анализа будет проведена встреча для обсуждения вопросов оптимизации. Эти изменения обычно очень малы и направлены на то, чтобы облегчить печать модели. Иногда печать полностью сплошной детали нежелательна из-за веса и отходов материала, поэтому в таких случаях техник добавит дренажные отверстия в 3D-модель, что позволит вытекать неотвержденной смоле, давая легкую и пустую деталь.

Визуализация выловленного дизайна
Ориентация детали в сборочной камере очень важна и определяет количество и положение опорных конструкций, поэтому об этом необходимо решить заранее. Обычно деталь располагается так, чтобы опоры были в основном на менее видимой стороне, например, сзади или снизу. Часто лучше всего наклонять деталь под углом около 45 градусов, так как это облегчает удерживание с материалом поддержки. Более вертикальные части будут менее стабильными и, следовательно, требуют большего количества вспомогательного материала.

Обработка части
Расчеты, которые определяют точное размещение опор, чрезвычайно сложны и лучше всего выполняются программным обеспечением. Сгенерированные программным обеспечением поддержки, как правило, неплохие и выполнят свою работу, хотя лучше всего квалифицированные специалисты выполняют некоторые настройки, основываясь на своем опыте.

Программное обеспечение поддерживает
По сравнению с другими технологиями, такими как обработка на станках с ЧПУ, 3D-принтеры SLA практически не требуют подготовки. Строительная платформа оборудована, и резервуар заполнен смолой. Часто поверхность вновь заполненной смолы будет содержать пену или пузырьки, поэтому ее необходимо соскрести. После этого лезвие повторного покрытия машины медленно проходит над смолой, чтобы убедиться, что оно находится на полном уровне.

Снятие с поверхности пузырьков
Во время этого процесса обработанная 3D-модель в комплекте с подставками сохраняется в виде файла формата SLC и передается на аппарат через USB-накопитель. После загрузки на аппарат она тщательно проверяется командой печати и устанавливается окончательная ориентация печати.

Файл передается на машину с помощью USB-накопителя.
Как только все готово, пришло время напечатать и начать производство. Мы рассмотрели технические подробности работы SLA-печати в других статьях, так что если вы заинтересованы в механизме отверждения смолы слой за слоем, вы можете прочитать об этом здесь . Процесс является автономным, и персоналу не нужно внимательно следить за ним или предоставлять какие-либо данные во время печати. Время печати определяется большим количеством факторов, включая размер детали, сложность детали, используемые материалы, ориентацию, размер слоя и многие другие. Промышленные сборки часто занимают более 24 часов, но, как правило, производятся быстрее, чем аналогичный процесс производства с ЧПУ. После завершения печати платформа сборки автоматически поднимается обратно в исходное положение, и готовая деталь выходит из смолы.

Лазер на поверхности смолы
Когда часть печатается, она не находится в прямом контакте с платформой сборки, так как это может повлиять на отделку. Вместо этого материал опоры печатается непосредственно на решетчатой решетке строительной платформы, а затем сама часть печатается на этих опорах. Строительная платформа представляет собой решетку, благодаря которой жидкая смола может протекать через нее. Как только деталь закончена, деталь должна быть удалена со строительной платформы, что требует использования скребка и небольшого усилия. Повреждение базы не является проблемой, так как этот материал все равно будет удален.

Готовая деталь все еще прилипла к печатной платформе
После удаления часть переносится в спиртовые ванны. Они хранятся в отдельной комнате в контролируемых условиях, и оператор должен носить защиту всего тела. Целью промывки спиртом является удаление остатков неотвержденной смолы на поверхности детали, а также облегчение удаления материала подложки. Есть три спиртовые ванны, и часть проходит через каждую по очереди. В первой ванне его просто погружают в спирт и осторожно моют. Во второй ванне материал подложки отщепляется вручную, и проводится некоторая чистка для дальнейшего удаления остатков, которые еще могут присутствовать. В третьей ванне чистка становится более энергичной. После того, как промывка завершена, деталь тщательно продувается воздухом.

Чистка спиртом
Затем высушенную часть помещают на скамейку, и персонал удаляет наиболее упрямый материал подложки. Это требует острых инструментов и немного навыков и терпения. Цель состоит в том, чтобы оставить гладкую поверхность без повреждения детали. Как только последний из этого будет соскоблен, пришло время для первого раунда шлифования. Это прежде всего для сглаживания любой шероховатости, возникшей при удалении материала подложки, и для подготовки детали к последующему отверждению.

Очистка дренажных отверстий
У нас есть специальная статья о пост-отверждении, в которой подробно объясняется, почему этот этап необходим и как он работает. Проще говоря, свежепечатные части SLA еще не достигли максимального уровня полимеризации и требуют дополнительного периода отверждения. Для некоторых материалов это не является абсолютно необходимым, но большинство материалов значительно улучшены, если дать им короткий период времени в УФ-печи. Важно, чтобы деталь получала равномерное отверждение, поэтому духовка оснащена поворотным столом, а ультрафиолетовые лампы окружают деталь.

В печи отверждения
В промышленной 3D-печати точность имеет решающее значение, поэтому важно проявлять должную осмотрительность, когда речь идет о контроле качества. В частности, необходимо подтвердить, что размеры печатаемой детали находятся в пределах требуемых допусков по сравнению с исходной 3D-моделью. Для получения максимально точных измерений мы используем роботизированный манипулятор с дистанционным управлением. Мы также используем микроскопическую камеру, чтобы делать снимки поверхности детали и проверять их на шероховатость или неровности.

Подача в дренажные отверстия
Пришло время провести еще один раунд шлифования, и если микроскопическая камера обнаружит какие-либо особенно неровные участки, то шлифовщик может сфокусироваться на них. Основной целью этого цикла шлифования является подготовка детали к покраске.
Живопись проходит в несколько этапов. Прежде всего, грунтовка распыляется на свежешлифованную часть. Как только краска высохнет, проводится еще один цикл интенсивного шлифования, который обеспечивает максимально гладкую поверхность перед нанесением основного слоя. В зависимости от детали и требуемой отделки может быть несколько этапов покраски и шлифования, как это, пока не будет достигнут желаемый эффект.

Шлифование грунта
Живопись - одна из самых интенсивных частей всего процесса, и это особенно верно, когда требуется несколько цветов. Крайне важно, чтобы краска наносилась равномерно, и очень легко наносить краску на некоторые области сильнее, чем на другие, поэтому этот этап лучше всего выполнять опытному персоналу. Также важно избегать пузырьков или пыли, поэтому окраска всегда происходит в лабораторных условиях. В случае разноцветных деталей необходимо наносить малярную ленту, так как разные цвета наносятся по очереди. Как вы можете себе представить, это чрезвычайно детальная и сложная работа, и добиться идеального контраста нелегко.

Распыление на верхний слой
После нанесения верхнего слоя поверхность полируется до привлекательного блеска. Эффективная полировка требует больше времени и навыков, чем вы думаете, но при правильном выполнении результаты ошеломляющие.

Готовая статья
Весь процесс от начала до конца обычно занимает от 2 до 3 дней, что намного быстрее, чем традиционные альтернативы. Если вы хотите узнать больше о том, как может работать SLA 3D-печать, мы будем рады услышать от вас!





 中文
中文 English
English 日本語
日本語 한국어
한국어 Français
Français Deutsch
Deutsch Italiano
Italiano Pусский
Pусский Português
Português Türkçe
Türkçe हिंदी
हिंदी Norsk
Norsk